






Баарыбызга белгилүү болгондой, заманбап техника өндүрүү тармагында ишканалардын суроо-талаптары кеңириатайын станоктор. Жалпысынан алганда, жөнөкөй бургулоо машиналар жогорку эмгек сыйымдуулугу, төмөн атайын аткаруу, төмөн өндүрүмдүүлүгү жана тактыгына кепилдик жок; ал эми атайын көп тешикбургулоочу машиналарыңгайлуу, эмгекти үнөмдөөчү, өздөштүрүү оңой жана операциялык каталарга жана мүчүлүштүктөргө жакын эмес. Алар жумушчулардын чарчоосун азайтып гана тим болбостон, жумушчулардын жана бургулоо станокторунун коопсуздугун камсыздай алат. Бул коопсуз жана ошондой эле бургулоочу машинанын өндүрүмдүүлүгүн жогорулата алат. Илим менен техниканын тынымсыз өнүгүшү менен,атайын бургулоочу станокторөндүрүштө кеңири колдонулат. Башкача айтканда, адистешти-руу канчалык кучтуу болсо, ишкана продукциянын сапатына ошончолук жакшы кепилдик бере алат. Ошондуктан, атайын станокторду колдонуу ишканалардын атаандаштыкка жөндөмдүүлүгү үчүн абдан маанилүү ролду ойнойт.

Theкөп тешиктүү бургулоочу машинабиздин фабрика тарабынан чыгарылып, айрыкча багытталганклапан өнөр жайы. Ал бардык түрлөрүн ишке ашыра алатдарбаза клапандары, көпөлөк клапандар, башкаруу клапандаржана башка клапандар. болоттон же чоюндан жасалган үч же эки жактуу фланец болушу мүмкүнбургуланган жана таптаганошол эле учурда. Клапандын эффективдүүлүгүнүн укмуштуудай өсүшүнөн тышкары, насостун корпустарын, унаа тетиктерин, инженердик техниканы жана башка тетиктерди иштетүү сыяктуу башка негизги колдонуу чөйрөлөрү да бир эле убакта аягы тешиктерди, ортоңку тешиктерди, конус тешиктерди бургулоо үчүн колдонулушу мүмкүн. даярдалган тетиктеги тоголок тешиктер. Тешик иштетүү. көп-тешик бургуавтоматташтыруу, жогорку тактык, көп түрдүүлүк жана массалык өндүрүштү ишке ашыра турган гидравликалык жана сандык башкаруу тутумунун эки режимине ээ.
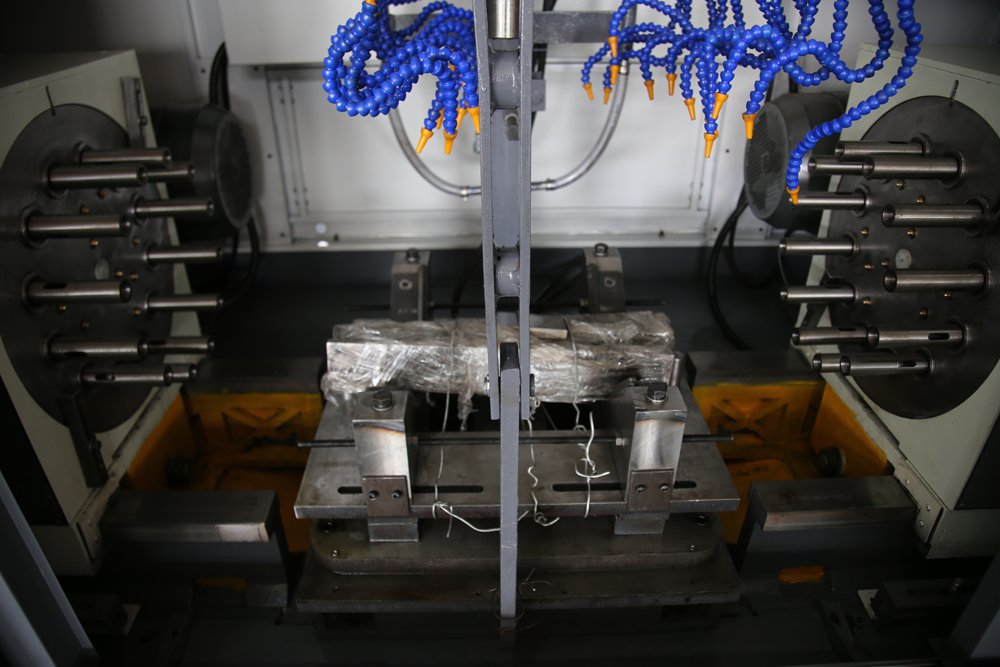
Колдонууда кээ бир сактык чаралары да баркөп тешиктүү бургулар. Бул үчүн биз төмөнкүдөй кыскача маалымат жасадык:
1) Бургулоочу бит жекече ыңгайлаштырылган жана таңгакталган болушу керек, ал титирөөдөн жана кагылышуудан качуу үчүн ташуу учурунда бекем бекитилиши керек.
2) Бургулоочу биттин диаметрин өлчөө үчүн механикалык контакттан жаракат албаш үчүн, аспап микроскобу сыяктуу контактсыз өлчөөчү аспапты колдонуңуз.
3) Theкөп шпиндельдүү бургулоошпиндельге орнотулган бургулоочу биттин узундугу ырааттуу болушу үчүн жөнгө салынышы үчүн электр башы колдонуу учурунда бургулоо шаблонунун жайгашуу шакегин колдонушу керек. Көп шпиндельбургулоочу машиналарар бир шпиндельдин бургулоо тереңдиги бир добуштан болушу керек, бул пунктка көбүрөөк көңүл буруу керек.
4) Бургоонун кесүүчү четинин эскиришин текшериңиз.
5) Theкөп тешиктүү бургулоочу машинашпинделдин жана патрондун концентрдүүлүгүн дайыма текшерип туруу керек. Начар концентрдүүлүк кичинекей диаметрдеги бургулардын сынып кетишине жана тешиктин диаметрин көбөйтүүгө алып келет. Начар кысуу күчү иш жүзүндөгү ылдамдыктын белгиленген ылдамдыкка дал келбей калышына алып келет. Бургулоочу биттердин ортосунда тайгалак болот.
6) Патронадагы көп тешиктүү бургучтун кысуучу узундугу бекем кысылышы керек болгон бургучтун диаметринен 4-5 эсеге көп.
7) Ар дайым шпиндельди текшериңиз. Бургулоо учурунда бургулоочу тешиктердин жана жарым-жартылай тешиктердин бузулушуна жол бербөө үчүн негизги валды силкилдетүү мүмкүн эмес.
8) Көп тешиктүү бургучтун жумушчу столунда жайгаштыруу системасы бекем жайгаштырылган жана тегиз төшөлгөн, бул бургучтун иштөө мөөнөтүн узартат жана өндүрүштүн баасын жана чыгашасын азайтат. Ашыкча майдалоо таасири тескери натыйжа берет.


Посттун убактысы: Ноябр-20-2021