






Ири масштабдууCNC тик токарьчоң радиалдык өлчөмдөрү жана салыштырмалуу кичине октук өлчөмдөрү жана татаал формадагы чоң жана оор дайындамаларды иштетүү үчүн колдонулуучу ири масштабдуу машиналар. Мисалы, цилиндрдик бет, аягы, конус бети, цилиндрдик тешик, ар кандай дисктердин конус тешиги, дөңгөлөктөр жана даяр тетиктердин комплекттери да жипти, сфералык беттик, профилдөөчү, фрезердик жана майдалоочу кошумча түзүлүштөрдүн жардамы менен иштетилет.
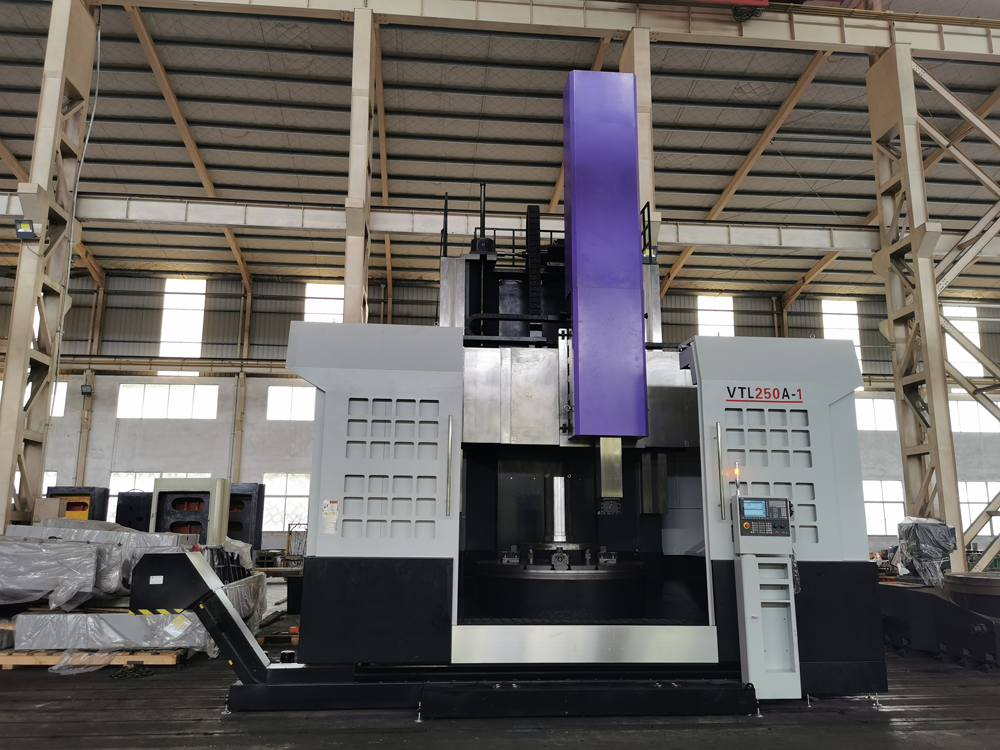
чоң масштабдагы көмөкчү убакытCNC VTL машинаабдан кыска. Ал бардык иштетүү мазмунун бир кысып бүтүрө алат. Аспаптын жолуна тоскоол боло албаган жана шпиндель штрихинин диапазонунда даярдалган тетикти иштетүүнү аягына чыгара турган жогорку катуулугу бар ачык арматураны тандоого аракет кылыңыз. Жогорку автоматташтырылган станок катары ар кандай сигнализациялар бир нече убакыттан кийин пайда болот. Кээ бир системанын каталары, кээ бирлери туура эмес параметр орнотуулары, ал эми кээ бирлери механикалык каталар. Алардын бири желдеткич сигнализациясы.
 Мындай жагдай пайда болгондо, алгач ички желдеткичти текшериңиз. Эгерде ал бурулбаса, аны бөлүп алып, караңыз. Эгерде ал өтө кир болсо, аны орнотуудан мурун спирт же бензин менен сүртүңүз. Эгерде сигнал бар болсо, сиз серво күчөткүчтү алмаштырууга туура келет. HC пайда болот. Учурдагы сигнал, негизинен DC тарабында анормалдуу токту аныктоо үчүн, адегенде servo параметрлерин карап, андан кийин мотор электр линиясын алып салыңыз. Мезгилдин ичинде серво күчөткүчтү алмаштыруу үчүн сигнал бар. Сигнал жок. Мотор же электр линиясын аныктоо үчүн кыймылдаткычты жана электр линиясын башка огу менен алмаштырыңыз. Көйгөй: Эгер дисплейде J пайда болсо, бул PC көйгөйү экендигине жараша болот. Motherboard, интерфейсти конверсиялоо тактасы жана PCRAM башкаруу тактасынын түзмөгү туура экендигин текшерип, себеби аныкталганга чейин алмаштырып, мүчүлүштүктөрдү таап, андан кийин көйгөйдү чечиңиз.
Мындай жагдай пайда болгондо, алгач ички желдеткичти текшериңиз. Эгерде ал бурулбаса, аны бөлүп алып, караңыз. Эгерде ал өтө кир болсо, аны орнотуудан мурун спирт же бензин менен сүртүңүз. Эгерде сигнал бар болсо, сиз серво күчөткүчтү алмаштырууга туура келет. HC пайда болот. Учурдагы сигнал, негизинен DC тарабында анормалдуу токту аныктоо үчүн, адегенде servo параметрлерин карап, андан кийин мотор электр линиясын алып салыңыз. Мезгилдин ичинде серво күчөткүчтү алмаштыруу үчүн сигнал бар. Сигнал жок. Мотор же электр линиясын аныктоо үчүн кыймылдаткычты жана электр линиясын башка огу менен алмаштырыңыз. Көйгөй: Эгер дисплейде J пайда болсо, бул PC көйгөйү экендигине жараша болот. Motherboard, интерфейсти конверсиялоо тактасы жана PCRAM башкаруу тактасынын түзмөгү туура экендигин текшерип, себеби аныкталганга чейин алмаштырып, мүчүлүштүктөрдү таап, андан кийин көйгөйдү чечиңиз.

Чоң CNCти тейлөөдө эмнелерге көңүл буруу керекVTL Machining?
1. Негизги моторду ар бир жолу иштеткенден кийин, шпиндельди дароо иштетүү мүмкүн эмес. Майлоочу насос нормалдуу иштегенден кийин жана май терезеси май менен келгенден кийин гана шпиндельди станоктун иштөөсүнө уруксат берүүгө болот.
2. Бурама анын тактыгын жана өмүрүн камсыз кылуу үчүн жиптерди бурганда гана колдонулушу мүмкүн.
3. Ичинен жана сыртынан сактоостаноктаза болушу үчүн, машинанын тетиктери толук, бурама таякчалары жана жылмаланган таякчалары майсыз, гид рельс беттери таза жана бүтүн.
4. Ар бир майлоочу пункттун майлоо ишин көрсөтүлгөн талаптарга ылайык аткарыңыз (толук маалымат үчүн станоктун майлоо системасынын этикеткасындагы нускамаларды караңыз).
5. Үзгүлтүксүз текшерип, V-белдин бекемдигин тууралап туруңузCNC тик токарь.
6. Баш кутуда жана тоют кутучасында майлоочу май жетиштүү болушун камсыз кылуу үчүн мунай насосунун иштөө абалын текшерүүгө көңүл буруңуз. Ар бир резервуардагы майлоочу май ар бир май стандартынын ортосунан төмөн болбошу керек, антпесе станоктор начар майлоодон улам бузулат.
7. Майлоочу майдын таза болушу үчүн, май чыпкасынын жез торчосун, майлоочу майдын таза болушун камсыздоо үчүн, тумбочка кутусунун май кирүүчү тешигиндеги май чыпкасынын жез торчосун жума сайын тазалап туруңуз.
8. Шпиндель жогорку ылдамдыкта айланып жатканда, эч кандай шартта которуштуруу туткасын тартпаңыз.

Посттун убактысы: 24-ноябрь, 2021-жыл