






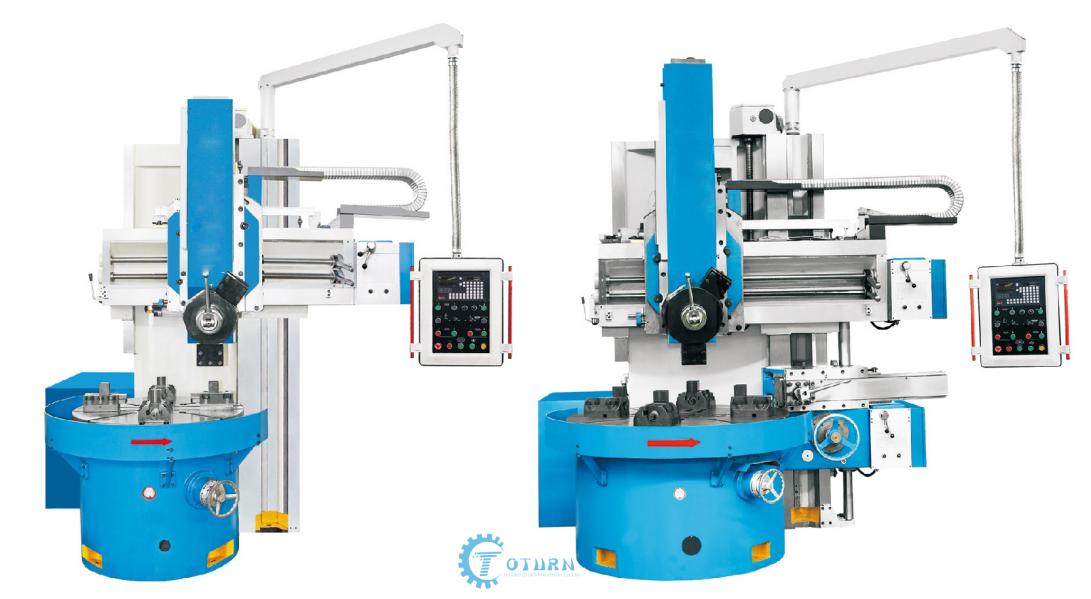
Вертикалдык токардык станоктун кадимки токардык станоктон айырмасы анын шпинделинин вертикалдуу болушунда. Иш үстөлү горизонталдуу абалда болгондуктан, диаметри чоң жана узундугу кыска болгон оор тетиктерди иштетүүгө ылайыктуу.
Вертикалдык токардык станокторжалпысынан бир мамычалык типке жана кош мамычалуу түргө бөлүүгө болот. Кичинекей вертикалдуу токардык станоктор негизинен бир колонналуу, ал эми чоң вертикалдуу токардык станоктор эки тилкелүү тибинде жасалат. Вертикалдык станоктун конструкциясынын негизги өзгөчөлүгү анын шпинделинин вертикалдык абалда болушунда. Вертикалдык токардык станоктордун негизги өзгөчөлүгү: жумушчу стол горизонталдык тегиздикте, ал эми даярдалган тетикти орнотуу жана жөндөө кыйла ыңгайлуу. Иш үстөл жакшы катуулугу жана жылмакай кесүү менен, жетектөөчү рельстер менен колдоого алынат. Бир нече курал ээлери бар жана куралды тез эле өзгөртүүгө болот.
TheVTL машина ички жана сырткы цилиндрлерди, конус беттерин, аягы тегиздиктерди, оюктарды, фаскаларды ж.б. иштете алат, ал эми жасалгаларды кысуу жана оңдоо иштери үчүн ыңгайлуу.
Эки тилкелүү вертикалдык станок – чоң радиалдык өлчөмдөрү менен, бирок салыштырмалуу кичине октук өлчөмдөрү жана татаал формадагы чоң жана оор бөлүктөрүн иштетүү үчүн колдонулуучу ири механикалык жабдуулардын бир бөлүгү. Цилиндрдик бет, аягы, конус бети, цилиндрдик тешик, ар кандай дисктердин конус тешиги, дөңгөлөктөр жана даяр тетиктердин топтому сыяктуу. Кошумча приборлордун жардамы менен жипти, сфералык токарууну, профилди, фрезерди, жылмалоо иштерин жүргүзүүгө болот. Горизонталдык токардык станок менен салыштырганда горизонталдык токардык станоктордун кыскычынын ички тарабында даярдалат. шпиндель огуCNC тик токарьвертикалдуу жайгашууда, ал эми жумушчу үстөл горизонталдуу тегиздикте, ошондуктан даярдалган бөлүгүн кысып, тегиздөө ыңгайлуураак. Бул схема шпиндельдин жана подшипниктин жүгүн азайтат, ошондуктан CNC вертикалдык станок узак убакыт бою иштөө тактыгын сактай алат

Вертикалдуу токуучу машинаНегизги бөлүктөр структурасынын өзгөчөлүгү:
Вертикалдуу аспаптын эс алуусу эки ылдамдыктагы мотор диски менен азыктанат. Берүү кутучасынан вертикалдуу шайман, горизонталдуу кыймыл үчүн бурама гайкасын жетектөөчү аспаптын посту, жылмаланган таяк аркылуу, конус тиштүү механизми, өтө кочкордун вертикалдуу кыймылын алуу үчүн бурама гайка, тез кыймылдаткычтын ылдам кыймылдаткычы тоют кутусуна орнотулган. ишке ашыруу.
Азыктандыруу кутучасы электромагниттик муфтаны кабыл алат, ошондуктан, ылдам кыймылдаган же азыктандыруу кыймылы, ошондой эле сайттын баскычын башкаруудагы баскыч менен багытты тандоо. Аспап эс алуу ылдам кыймылдап же мотор менен оң же карама-каршы багытта азыктандыруу жана артка кайтаруу.
Вертикалдуу аспаптын таянычы устун слайддан, айлануучу слайддан жана үч бөлүктөн турган кочкордон жасалган. Vertical курал эс кочкор кабыл T кочкор. Вертикалдуу аспап инструменттер топтомунун беш бурчтугуна таянат, манипуляцияда инструменттин кыймылы менен эс алып, айланууга жана кысууга болот. Аспаптын горизонталдуу кыймылы жана кочкордун вертикалдык кыймылы борборлоштурулган башкарууга, ошондой эле кол дөңгөлөк менен башкарылышы мүмкүн. Тик куралдын эс алуу кочкорунун салмагын гидротехникалык баланс цилиндринин балансы менен өйдө жана ылдый көтөрүү үчүн күч жакын.
90 мм тереңдиктеги тешик жана эки бургулоочу тешик кескич тилкеси менен жабдылган беш бурчтук комплектинин вертикалдык шайман бөлүгүндө бургулоо жана рейкалоо шаймандарын орнотуу үчүн колдонулган, калган төрт тешик кадимки аспап кармагычты борборлоштуруучу тешик болуп саналат.
TheCNC vtl машиначоң бөлүгү жогорку күч жана аз стресс чоюн бөлүктөрүн кабыл алат, муздак жана ысык иштебей калган дарылоо, эки структурасын эсептөө үчүн акыркы элементи ыкмасын жүргүзөт, машина жогорку катуулугун, жакшы тактык туруктуу мүнөздөмөлөргө ээ.
Колонналарга, лифт баскычтарына бекем кысылган рычагдын устуну аркылуу гидравликалык май цилиндри аркылуу нур, электромагниттик клапандын кириш багыты аркылуу устундардагы баскычты басыңыз, нурду бошотуңуз жана аны жылдыруу үчүн AC мотор менен көтөрүңүз.
CNC вертикалдуу токарь Колдонмо өнөр жайы
Негизинен электр кыймылдаткычтарында, гидротурбиналарда, авиацияда, тоо-кен машиналарында,
Текстиль машиналарын жасоо, металлургия жана жалпы машина куруу тармактары.



Тоо-кен машиналары


Шамал энергетикасы өнөр жайы


Текстиль машиналары
Вертикалдуу токардык станоктор чоң мотор базаларынын шамал турбиналык подшипниктерин жана дөңгөлөк, мотор корпустары, клапандар, фланецтер, насостор ж.б.


Подшипник



Клапан
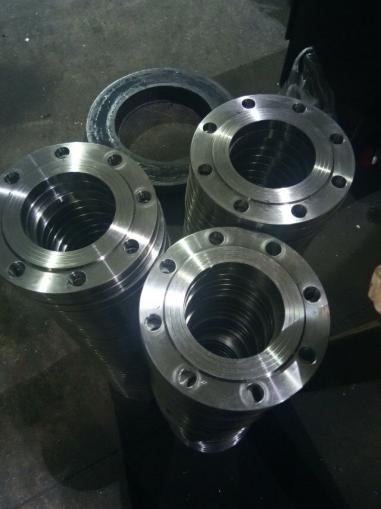


Фланец
Чоң тетиктерди иштетүү үчүн төмөнкү эки вертикалдык станокту сунуштайбыз.
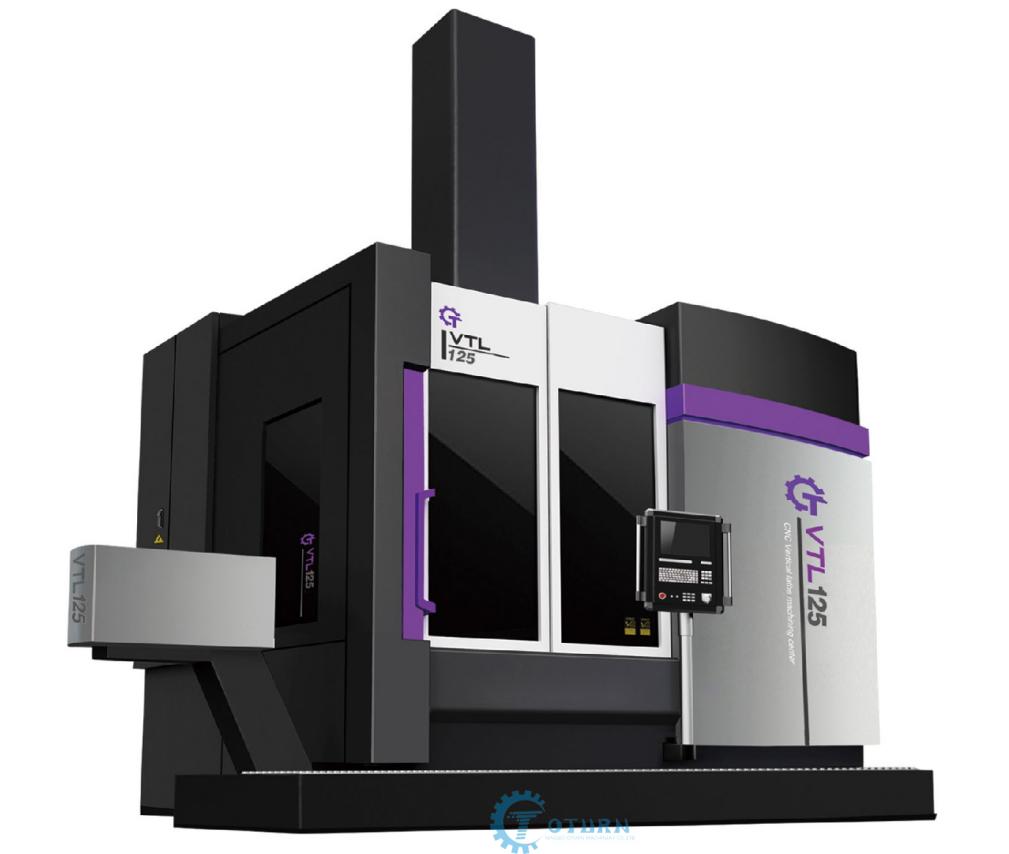
VTL-CMВертикалдуумунаратокарь
VTL CNC Вертикалдык токардык станок - бул негизги иштетүү технологиясын чечүү үчүн рыноктун суроо-талабы үчүн биздин жаңы дизайн продуктусу. Ал кыймылдуу нурбир тилкеCNC вертикалдуу токарь жаңы структуралык дизайн, технологиялык изилдөө, машинанын мүчүлүштүктөрүн оңдоо ж.
Негизги бөлүктөр Кытайды жана чет элдик атактуу брендди колдонушат, мисалы CNC башкаруу, негизги электр бөлүктөрү, негизги подшипниктер, шар бурама, негизги гидравликалык бөлүктөрү ж.б.
Жетилген технологияны киргизүү, импорттолуучу арматураларды ишенимдүү тандоо жана биздин өркүндөтүлгөн кайра иштетүү, тестирлөө жолдору, машинанын жогорку тактыкка, жогорку катуулугуна, жогорку ишенимдүүлүгүнө жана рационалдуу жайгашуунун өзгөчөлүгүнө ээ болушун камсыз кылуу.
Өзгөчөлүктөрү
Бул CNC Vertical станок бир станоктун үстүнө буруп, майдалоону айкалыштырган татаал станок болуп саналат. TheCNCVTLТокарьтуруктуу нурлуу бир колонналуу CNC кош аспап кармоочу тик токарь болуп саналат. Станок айлануучу столдон, ылдамдыкты өзгөртүү механизминен, бириктирилген колонкадан, брусчадан, сол жана оң аспап кармагычтан, башкаруу тутумунан жана көз карандысыз гидравликалык башкаруу системасынан турат. Сол аспап посту - майдалоочу баш инструмент посту, ал эми оң инструмент посту - CNC бургуч аспап посту. Бул токардык-жармалоочу курама станоктун иштетүү объекттери диск тетиктери, анын ичинде сырткы конустун жана ички конустун бурулуп, майдалоо сыяктуу жөнөкөй бөлүктөрү. Токарлык аспаптын кармагычы жана жылмалоочу дөңгөлөктүн кармагычы станоктун эки жагына жайгаштырылат. Аспап кармагыч жана жылмалоочу дөңгөлөк иштетүү процессинде. Рамка туурасынан жана вертикалдуу түрдө тиешелүү багыттоочу рельстер боюнча жылат. Шпиндель иштетилген тетикти айландыруу жана майдалоону аягына чыгаруу үчүн айлантат.

Theэң чоң тик токарьБиздин фабриканын диаметри 8000 мм болгон жумушчу үстөл чыгара алат. Илим менен технологиянын өнүгүшү менен, өзгөчө эпидемиядан жапа чеккен өлкө ички суроо-талапты стимулдаштыруу үчүн шамал энергетикасын ургаалдуу өнүктүрүүдө. Ири масштабдуу CNC тик токарлар шамал энергетикасында, инженердик техниканы кайра иштетүүдө жана автомобилдерде колдонулат. Кеме, авиация жана башка тармактарда колдонуунун кеңири спектри бар. CNC тик токарь негизинен кадимки вертикалдык станокту алмаштырды, көптөгөн иштетүү көйгөйлөрүн чечти жана кайра иштетүүнүн тактыгын жана өндүрүштүн натыйжалуулугун жогорулатты. Жабдуулардын өзүн жаңылоодон тышкары, кайра иштетүү технологиясына жана инструменттердин дизайнына көптөгөн жаңы жана жогорку талаптар коюлат.
Өндүрүш өнөр жайы үчүн эки негизги талап барCNC тик машиналар. Бири жогорку иштетүү тактыгы, экинчиси өндүрүш процессиндеги өндүрүштүн жогорку натыйжалуулугу. Ошондуктан, CNC тик токарь конфигурация талаптарын жакшыртуу зарыл. X огу да, Z огу да толугу менен жабык цикл болуп саналат жана механикалык трансмиссия станоктун туруктуу иштөө абалын жана станоктун жогорку тактыгын жана кайталануучу позициянын тактыгын камсыз кылуу үчүн жогорку тактыктагы шар бурамасы болушу керек.
Операция болсо даCNC VTL токарькадимки токарьга караганда жөнөкөй, ал программистке талаптары жогору. Программалоо көндүмдөрүн акылга сыярлык өздөштүрүү жана колдонуудан тышкары, кайра иштетүүнүн натыйжалуулугун жогорулатуу үчүн маанилүү болгон CNC вертикалдык станоктун мүнөздөмөлөрүн өздөштүрүү керек.
Программист шайманды токтотуунун таяныч пунктун ийкемдүү түрдө орното алат, инструменттин бош жүрүүсүн азайтат жана инструменттин иштөө эффективдүүлүгүн жогорулата турган инструменттин чегинүү чекитинин негиздүү дизайнын жасай алат.CNC VTL иштетүү. Программист катары сиз дагы килограммдык чиймени алдын ала эсептеп, талдап, инструменттин кысуу узундугун, станоктун устунунун тууралоо бийиктигин аныктап, жолугушуу шартында устундун бийиктигин мүмкүн болушунча азайтышыңыз керек. аспап өзгөрөт, антпесе кочкор көпкө илинип калат. Курал кармоочу начар катуулугун жана так иштетүү тактыгына ээ. Акылдуу программалоо үчүн, X жана Z инструменттерин калибрлөө эталондору аркылуу инструментти программалоонун көлөмүн аныктоо жана ар бир процесстин жүрүшүндө оператор аспапты кайра тууралоосуна жол бербөө үчүн бир куралды калибрлөө аркылуу мүмкүн болушунча көп процесстерди бүтүрүү керек. . Кайталануучу өлчөө жана кайталанган инструмент жөндөөлөрү инструменттин каталарын жана топтолгон өлчөмдүү каталарды пайда кылат, бул акыры буюмдун тактыгына таасирин тийгизет.
изилдөөCNC тик бурулуп иштетүүката заманбап техника өндүрүүдө маанилүү бөлүгү жана өнүгүү багыты болуп саналат, жана ал атаандаштыкка жөндөмдүүлүгүн жогорулатуу үчүн негизги технология болуп калды. Каталар көп кырдуу жана термикалык каталарды талдоо жана изилдөө бурулуштун тактыгын жогорулатууга өбөлгө түзөт. Жана техникалык талаптар.
шпиндель огуVTL машиналарытүз жайгашууда, ал эми жумушчу үстөл горизонталдык тегиздикте, андыктан даярдалган нерсени кысуу жана тегиздөө ыңгайлуураак. Шпинделдин жана подшипник жүктүн бул схемасыCNC тик мунара токарьузак убакыт бою операциянын тактыгын сактоого. Иш үстөлүнүн шпинделинде борборлоштуруу үчүн жогорку тактыкта жөнгө салынуучу радиалдык клиренс кош катар кыска цилиндрдик ролик подшипниктерин кабыл алат. Октук багыт туруктуу агымдын статикалык басымын жетектөөчү темир жолду кабыл алат. Worktable жогорку айлануу тактыгына, чоң жүк көтөрүмдүүлүккө жана кичинекей жылуулук деформациясына ээ. Тик инструмент постунун горизонталдык жетектөөчүсү статикалык басымды түшүрүүчү, ал эми кочкордун вертикалдуу кыймылы – жылма жетектөөчүсү.
Посттун убактысы: 2021-жылдын 18-сентябрына чейин