






5 окту бир убакта фрезерлөө 80P-C

Берүүнүн көлөмү
Стандарттык аксессуарлардын иш таблицасы (электр башкаруу бөлүгү үчүн контроллердин функциясын караңыз)
| Жок | пункт | бирдиги | Саны |
| 1. | FH mainframe кастингдери | мунара | 1 |
| 2. | Siemens840DSL башкаруу системасы | коюу | 1 |
| 3. | Дисплей: 19LCD | коюу | 1 |
| 4. | FH беш огу көп функциялуу селкинчек башы (В огу) | коюу | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | гана | 1 |
| 6. | X/Y/Z огу көңдөй муздатылган шариктүү бурамалар | даана | 3 |
| 7. | Тегирмен/бурулуш түз жетектөөчү Айлануучу стол (С огу) | коюу | 1 |
| 8. | B огу RCN8380 29 бит абсолюттук кодер | гана | 1 |
| 9. | C огу RCN2580 28 бит абсолюттук коддору | гана | 1 |
| 10. | BOSCH REXROTH Ролик сызыктуу слайддар | коюу | 7 |
| 11. | Электр кутусунун температурасын көзөмөлдөөчү түзүлүш | коюу | 1 |
| 12. | Шпиндель суу муздатуу системасы | коюу | 1 |
| 13. | Станоктун шакекчеси суу чачуучу | коюу | 1 |
| 14. | Беш огу баш жарым суу чачып, жарым ай | коюу | 1 |
| 15. | Алдыңкы жана капталдагы жумушчу эшик коопсуздук блокировка системасы | коюу | 1 |
| 16. | Суу өткөрбөйт иш идиш жарык | гана | 2 |
| 17. | гидротехникалык станция | коюу | 1 |
| 18. | Борбордук борборлоштурулган тоютту майлоочу аппарат | коюу | 1 |
| 19. | Операция жагы тазалоочу суу тапанчасы жана пневматикалык курал | коюу | 1 |
| 20. | Кесүүчү суюктук системасы | коюу | 1 |
| 21. | Толугу менен жабылган коргоочу барак металл | коюу | 1 |
| 22. | Операция кутусу | коюу | 1 |
| 23. | Электр шкафын муздатуучу агрегат | коюу | 1 |
| 24. | Siemens электрондук кол дөңгөлөгү | гана | 1 |
| 25. | Бут менен башкарылуучу шпинделдик бычак чыгаруучу которгуч | гана | 1 |
| 26. | Станок үч түстүү жарык | коюу | 1 |
| 27. | 40 HSK-A63 инструмент журналдары жана серво автоматтык куралды өзгөртүү системасы | коюу | 1 |
| 28. | X/Y/Z үч огу абсолюттук маанилердин торчо шкаласы | коюу | 3 |
| 29. | Spiral Chip Roller жана Арткы Chip Conveyor Chip Caretage | коюу | 1 |
| 30. | Renishaw RMP60 инфракызыл зонд бирдиги | коюу | 1 |
| 31. | Renishaw TS27R инструмент орнотуучу бирдиги | коюу | 1 |
| 32. | Фундаменттин деңгээлиндеги жаздыкчалар жана фундаменталдык болттар | коюу | 1 |
| 33. | техникалык колдонмо | коюу | 1 |
Параметр
| Модел | бирдиги | FH80P-C |
| Саякат | ||
| X огу кыймылы | mm | 800 |
| Y огу кыймылы | mm | 1050 |
| Z огу кыймылы | mm | 800 |
| Шпинделдин мурдунан жумушчу үстөлдүн бетине чейинки аралык | mm | 162-962 |
| Горизонталдык фрезер башы | mm | 39-839 |
| Feed/тез кыймыл ылдамдыгы | м/мүн | 40 |
| Тоют күчү | KN | 10 |
| Айлануучу үстөл (C огу) | ||
| Жумушчу столдун өлчөмү | mm | Ø855 |
| Макс столдун жүгү (тегирмен) | kg | 3000 |
| Макс.таблица жүгү (айлануу) | kg | 1500 |
| Фрезер/токарь столу (фрезердик жана токардык айкалыштырылган иштетүү) | rpm | 450 |
| Минималдуу бөлүнүү бурчу | ° | 0,001 |
| Номиналдуу момент | Nm | 1140 |
| максималдуу момент | Nm | 1980 |
| CNC селкинчек фрезер башчысы (B огу) | ||
| Термелүү диапазону (0=вертикал/180=горизонталдуу) | ° | -15~180 |
| Тез өтүү жана тоют ылдамдыгы | rpm | 50 |
| Минималдуу бөлүнүү бурчу | ° | 0,001 |
| Номиналдуу момент | Nm | 743 |
| максималдуу момент | Nm | 1320 |
| Шпиндель (фрезерлөө жана токуу) | ||
| Шпиндель ылдамдыгы | rpm | 12000 |
| Шпиндель күчү | Kw | 34/42 |
| Шпиндель моменти | Nm | 132/185 |
| Шпиндель лентасы |
| HSKA63 |
| Куралдар журналы | ||
| Курал интерфейси |
| HSKA63 |
| Курал журналынын сыйымдуулугу | PCS | 40 |
| Куралдын максималдуу диаметри/узундугу/салмагы |
| Ø85/300/8 |
| Куралды алмаштыруу убактысы (куралдын куралы) | S | 1.8 |
| Өлчөөчү аспап | ||
| Инфракызыл зонд |
| Rensishaw RMP60 |
| Иштөө зонасында инструментти аныктоочу аспап |
| Rensishaw TS27R |
| Позиция тактыгы (ISO230-2 жана VDI3441) | ||
| X/Y/Z жайгаштыруу тактыгы | mm | 0,008 |
| X/Y/Z Жайгашуу тактыгын кайталоо | mm | 0,005 |
| B/C жайгаштыруу тактыгы |
| 10" |
| B/C Жайгашуу тактыгын кайталоо |
| 4" |
| CNC контроллери | ||
| CNC системасы |
| Siemens840D |
| Башка | ||
| Машинанын салмагы | Kg | 20000 |
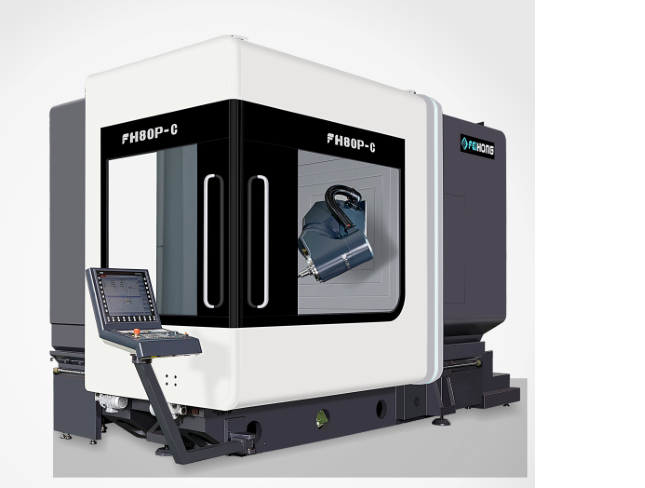
3.1 Машинанын негизги спецификациялары | Оптималдуу катуу структура конфигурациясы
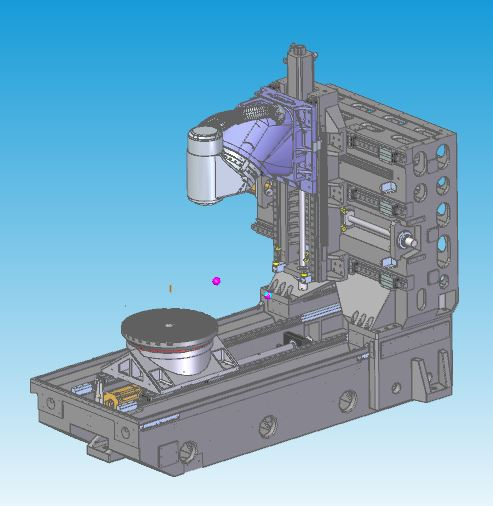
Дизайн өзгөчөлүктөрү | Мыкты механикалык зым куюу талдоо дизайн
◆ Meehanna сорттогу жогорку сорттогу чоюнду колдонуу менен толук кутучадагы термосимметриялык куюу структурасы
◆ Ички стрессти жок кылуу үчүн ачуулануу жана табигый картаюу дарылоо
◆Структуралык табигый жыштык титирөө материалдык иштетүү стрессти жок кылат
◆ Комплекстүү дубал жана чоң аймактын жогорку катуу мамычанын дизайны катуулугун жана статикалык жана динамикалык тактыкты натыйжалуу жакшыртат
◆ Үч огу көңдөй муздатуу бурама диск
3.2 Электр шпиндель

Дизайн өзгөчөлүктөрү
◆ өз машиналар, көз карандысыз изилдөө жана иштеп чыгуу жана өндүрүштүн өзгөчөлүктөрүнө ылайык.
◆ HSK-A63 конус тешик FH80P-C моделинде кабыл алынган.
◆Айлануучу муздатуу үчүн тышкы муздатуу системасын кабыл алыңыз, бул электр шпиндельинин колдонулушун натыйжалуу камсыздай алат.
3.3 CNC селкинчек фрезер башчысы (В огу)

Дизайн өзгөчөлүктөрү
◆ Көз карандысыз дизайн жана өндүрүш.
◆ Камтылган DD мотор нөл берүү чынжыр эч кандай артка дизайн.
◆Жогорку ылдамдатуу мүнөздөмөлөрү.
◆ Шпинделдин аспаптын мурун чекити менен структуралык колдоо чекитинин ортосундагы эң кыска аралык кесүүнүн максималдуу катуулугун түшүнөт.
◆ Larger YRT подшипник катуулугун жакшыртат.
◆ мыкты тактыгын камсыз кылуу үчүн HEIDENHAIN RCN8380 сериясы абсолюттук айлануучу коддогуч өлчөө системасы, толугу менен жабык цикл башкаруу менен жабдылган.
◆B-огу муздатуу системасы дизайн жылуулук берүүнү азайтат.
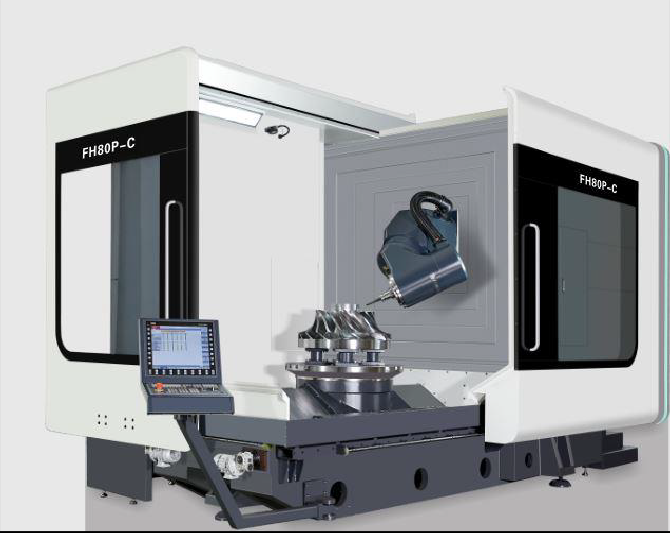
3.4 Айлануучу үстөл (С огу столу)

Дизайн өзгөчөлүктөрү
◆ Көз карандысыз дизайн жана өндүрүш.
◆ Камтылган DD мотор нөл берүү чынжыр эч кандай артка дизайн.
◆ Жогорку ылдамдатуу жана жайлоо жооп өзгөчөлүктөрү.
◆ Larger YRT подшипник катуулугун жогорулатат.
◆ Чоң номиналдык айдоо моменти, жайгаштыруу жана үстөлдү жайгаштыруу жана кысуу аппараты менен иштетүү
◆Фрезерлөөнүн муктаждыктарын канааттандыруу, иш тетиктерин иштетүүнү кыскартуу жана продукциянын тактыгын жакшыртуу.
◆ HEIDENHAIN жогорку тактыктагы айлануучу коддогуч өлчөө системасы менен жабдылган, эң жакшы тактыкты камсыз кылуу үчүн толугу менен жабык цикл башкаруусу.
◆ жылуулук өткөрүүнү азайтуу үчүн муздатуу системасы дизайн.
3.5 Башкаруу системасы

Дизайн өзгөчөлүктөрү
◆ Көз карандысыз дизайн жана өндүрүш.
◆ Камтылган DD мотор нөл берүү чынжыр эч кандай артка дизайн.
◆ Жогорку ылдамдатуу жана жайлоо жооп өзгөчөлүктөрү.
◆ Larger YRT подшипник катуулугун жогорулатат.
◆ Чоң номиналдык айдоо моменти, жайгаштыруу жана үстөлдү жайгаштыруу жана кысуу аппараты менен иштетүү
◆Фрезерлөөнүн муктаждыктарын канааттандыруу, иш тетиктерин иштетүүнү кыскартуу жана продукциянын тактыгын жакшыртуу.
◆ HEIDENHAIN жогорку тактыктагы айлануучу коддогуч өлчөө системасы менен жабдылган, эң жакшы тактыкты камсыз кылуу үчүн толугу менен жабык цикл башкаруусу.
◆ жылуулук өткөрүүнү азайтуу үчүн муздатуу системасы дизайн.
3.5 Башкаруу системасы
Дизайн өзгөчөлүктөрү
◆ Көз карандысыз дизайн жана өндүрүш.
◆ Аспапты тандоо жана инструментти өзгөртүү терминалдык иш-аракетти көзөмөлдөө үчүн серво моторду колдонушат, ал туруктуу жана так.
◆ Siemens840DSL инструмент башкаруу функциясы менен айкалышкан, кыйла натыйжалуу курал башкаруу.
3.7 Көтөрүлүүчү аспапты орнотуучу
Дизайн өзгөчөлүктөрү
◆ Жогорку тактык менен Ransishaw TS27R аспап орнотуучу менен жабдылган.
◆Машинага автоматтык куралды орнотуу, инструменттин компенсациясын автоматтык түрдө жаңыртуу.
◆ Аспап орнотуу аспап кайра иштетүү бетинин мейкиндигин сактоо үчүн көтөрүлүп жана түшүрүлүшү мүмкүн.
◆ Толугу менен мөөр барак металл дизайн кайра иштетүү учурунда суу жана темир талмасы менен зыян инструменти орнотуучу коргоо үчүн.
3.8 Инфракызыл зонд
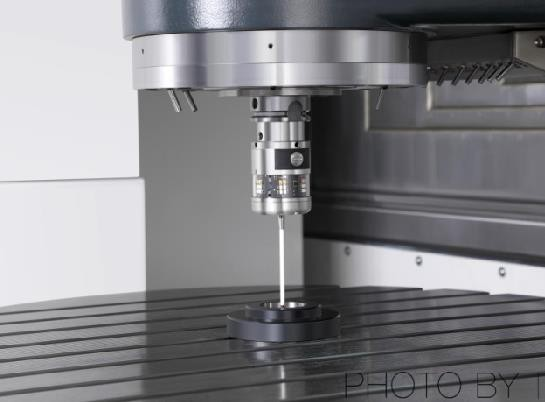
Дизайн өзгөчөлүктөрү
◆ Ransishaw RMP60 триггер оптикалык зонд менен жабдылган.
◆Машинада даярдалган тетиктерди тегиздөө жана өлчөмдү текшерүү кол менен текшерүү каталарын азайтып, продукттун тактыгын жана иштетүүнүн натыйжалуулугун жогорулата алат.
◆ Бортто жардам берүү убактысын 90% үнөмдөө.
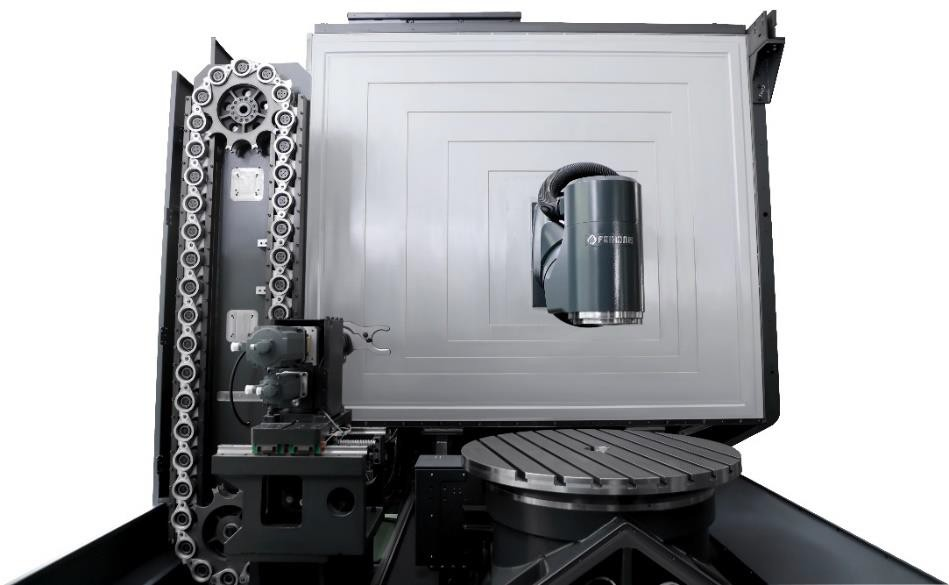
3.9 Коопсуздукту коргоочу металл барак
3.10 Керсетуу
FH сериясындагы беш огу иштетүү борборунун капкагы дизайны CE коопсуздук стандарттарынын катуу талаптарына жооп берет. Толугу менен жыш төшөлгөн металл кайра иштетүү учурунда оператордун жаңылыштык менен жумуш аймагына киришине жол бербейт жана ошол эле учурда эскертүүчү тактадан башкасы, станоктон жогорку басымдагы кесүүчү суюктуктун же чиптердин колдонулушуна жол бербейт. , Операция эшиги ошондой эле эксплуатация же тейлөө учурунда кырсыктарды болтурбоо үчүн коопсуздук өчүргүч менен жабдылган. Жана операторго машинанын иштешин жана иштетилишин түшүнүү үчүн ыңгайлуу болгон чоң терезеси бар.
3.11 Тазалоо
Иш учурунда пайда болгон чиптерди коргоо үчүн телескоптук капкакты жана коргоочу металлды колдонуңуз, чачырандыларды кесүү жана башка механизмдерге зыян келтирбөө үчүн





