BOSM -6010 карама-каршы-баш бургулоочу фрезер


1. Машинаны колдонуу:
BOSM- 6000*1000 туруктуу устундуу CNC порталдык кош мамычалуу баш-башка бургулоочу жана фрезердик станок экскаватордун колдорун/таяктарын иштетүү үчүн атайын станок болуп саналат.Жаздык, даярдалган тетикти тез иштетүүнү ишке ашыра алат, даярдалган тетик эффективдүү инсульт диапазонунда бургуланып, тегирлениши жана таждалган болушу мүмкүн, даярдалган бөлүгү бир эле учурда ордунда иштетилиши мүмкүн (экинчи кысуунун кереги жок), жүктөө жана түшүрүү ылдамдыгы тез, жайгаштыруу ылдамдыгы тез жана иштетүү тактыгы жогору.Жогорку, жогорку кайра иштетүү натыйжалуулугу.
2.Машинанын структурасыӨзгөчөлүктөрү:
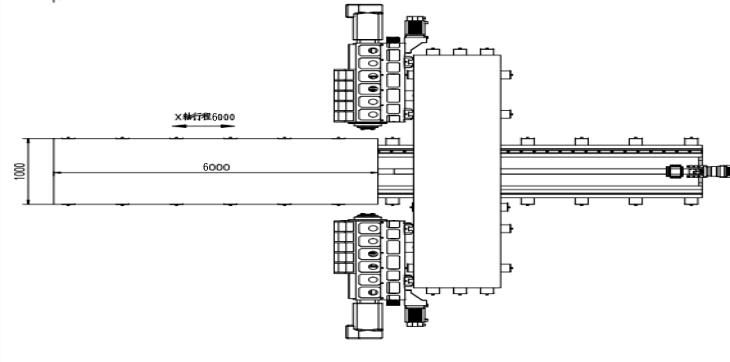
Станоктун негизги тетиктери: керебет, стенд, сол жана оң колонкалар, устундар, порталдык бириктирүүчү устундар, ээрлер, кочкорлор ж. кум чуңкур → титирөө картаюу → жылуулук менен дарылоо Мештин күйгүзүүсү → титирөөнүн карылыгы → орой иштетүү → титирөө карылыгы → ысык мештин энеализациясы → титирөө карылыгы → бүтүрүү, бөлүктөрдүн терс стресстерин толугу менен жок кылып, бөлүктөрдүн иштешин туруктуу сактайт.Туруктуу керебет, сол жана оң колонналар, гастрюль жана жумушчу стол кыймылдайт;Ал фрезерлөө, бургулоо, бургулоо, тешиктөө, таптауу ж.б. функцияларына ээ. Аспапты муздатуу ыкмасы тышкы муздатуу болуп саналат.Станокто 5 огу бар, алар 4-октук байланышты жана 5-октук бир аракетти ишке ашыра алат.2 күч баштары бар.Станоктун огу жана электр башы төмөндөгү сүрөттө көрсөтүлгөн.


2.1октук берүү азыктандыруу бөлүгүнүн негизги түзүмү
2.1.1. X огу:Иш үстөл стационардык керебеттин багыттоочу рельси боюнча капталдан жылыйт.
X 1-октун диски: AC серво мотору плюс жогорку тактыктагы планетардык редуктор X огунун сызыктуу кыймылын ишке ашыруу үчүн жумушчу столдун кыймылын айдоо үчүн шар бурамасы менен башкарылат.
Гид рельс формасы: эки жогорку тактыктагы сызыктуу жетектөөчү рельстерди төшөө.
2.1.2 Z1 огу:Күч башы жана ээр мамычанын алдыңкы тарабында вертикалдуу түрдө орнотулуп, мамычанын жетектөөчү рельси боюнча өйдө жана ылдый бири-бирин кайталашат.
Z1 огу өткөргүч: AC серво мотору жана синхрондуу дөңгөлөк Z огу сызыктуу кыймылын ишке ашыруу үчүн ээрди айдоо үчүн шарикти айдоо үчүн колдонулат
2.1.3 Z2 огу:Күч башы жана ээр мамычанын алдыңкы тарабында вертикалдуу түрдө орнотулуп, мамычанын жетектөөчү рельси боюнча өйдө жана ылдый бири-бирин кайталашат.
Z2 огу өткөргүч: AC серво мотору жана синхрондуу дөңгөлөк Z огу сызыктуу кыймылын ишке ашыруу үчүн ээрди айдоо үчүн шарикти айдоо үчүн колдонулат.
2.1.4 Y1 огу:Күч башынын ээри оң мамычанын алдыңкы тарабына вертикалдуу түрдө орнотулуп, мамычанын жетектөөчү рельси боюнча солго жана оңго карай жылат.
Y1 огу өткөргүч: AC сервомотор плюс жогорку тактыктагы планетардык редуктор Y1 огунун сызыктуу кыймылын ишке ашыруу үчүн кочкорду шар бурама аркылуу жылдыруу үчүн колдонулат
2.1.5 Y2 огу:Күч башынын ээри оң мамычанын алдыңкы жагына вертикалдуу түрдө орнотулуп, мамычанын жетектөөчү рельси боюнча солго жана оңго жылат.
Y2 огу өткөргүч: AC серво мотору плюс жогорку тактыктагы планетардык редуктор Y2 огу сызыктуу кыймылын ишке ашыруу үчүн кочкорду шар бурама аркылуу жылдыруу үчүн колдонулат.
2.2 Бургулоо жана фрезердик кубаттуулук башынын кыймылдуу багыты (анын ичинде 1 жана 2 кубаттуулук баштары) 4 сызыктуу ролик багыттоочу рельс жуптары тарабынан башкарылат жана диск синхрондуу курду (i = 2) жана тактык шарды айдоо үчүн AC servo моторун кабыл алат. бурама жуп берүү.Күч башы сервону кабыл алат Мотор синхрондуу кайыш жана синхрондуу дөңгөлөк тарабынан жайлатылып, оор жүктөмдүү тактык жетектөөчү рельс жуптары тарабынан башкарылат жана күч башынын вертикалдуу кыймылын ишке ашыруу үчүн вертикалдуу шар бурамасын айландырат.Ал ошондой эле баш-бууроону жана серво моторду азайтуу үчүн азот балансы тилкеси менен жабдылган.Z огу мотору автоматтык тормоз функциясына ээ.Электр кубаты өчүп калган учурда автоматтык тормоз кыймылдаткычтын валын бекем кармайт, ал айланбай калат.Иштеп жатканда, бургу кесүүчү тетикке тийбегенде, ал тез азыктанат;бургу бит даяр тетикке тийгенде, ал автоматтык түрдө жумушчу тоютка өтөт.Бургулоочу бит даяр тетикке киргенде, ал автоматтык түрдө тез артка түрүүгө өтөт;бургу битинин аягы даярдалган бөлүгүн таштап, белгиленген абалга жеткенде, жумушчу стол автоматтык айланууну ишке ашыруу үчүн кийинки тешик абалына өтөт.Электр башы зым менен катуу рельстин айкалышын кабыл алат, бул жабдуулардын иштөө ылдамдыгын гана камсыз кылбастан, ошондой эле жабдуулардын катуулугун бир топ жогорулатат.Ал эми эмгек өндүрүмдүүлүгүн жакшыртуучу сокур тешиктерди бургулоо, фрезерлөө, кыруу, чипти бузуу, чипти автоматтык түрдө алып салуу ж.б. функцияларын ишке ашыра алат.

(сол күч башчысы)
2.3. Чипти алып салуу жана муздатуу
Спираль жана жалпак чынжырлуу чип конвейерлери жумушчу столдун астына эки жагына орнотулган жана цивилизациялуу өндүрүштү ишке ашыруу үчүн чиптер спираль жана чынжыр плиталарынын эки баскычы аркылуу аягында автоматтык түрдө чип конвейерине түшүрүлүшү мүмкүн.Чип конвейеринин муздаткыч резервуарында муздаткыч насосу бар, ал бургулоонун натыйжалуулугун жана бургулоочу биттин иштөө мөөнөтүн камсыз кылуу үчүн инструментти тышкы муздатуу үчүн колдонулушу мүмкүн жана муздаткычты кайра иштетүүгө болот.
3. Толук санариптик башкаруу системасы:
3.1.Чипти бузуу функциясы менен чипти бузуу убактысын жана чипти бузуу циклин адам-машина интерфейсинде орнотууга болот.
3.2.Куралды көтөрүү функциясы менен инструментти көтөрүү бийиктигин адам-машина интерфейсинде орнотууга болот.Бургулоо бул бийиктикке жеткенде, бургу тез эле даярдалган тетиктин үстүнө көтөрүлөт, андан кийин чиптер ыргытылат, андан кийин бургулоо бетине тез багытталат жана автоматтык түрдө ишке которулат.
3.3.Борборлоштурулган операцияны башкаруу кутучасы жана кол аппараты сандык башкаруу тутумун кабыл алат жана USB интерфейси жана LCD суюк кристалл дисплейи менен жабдылган.Программалоону, сактоону, дисплейди жана байланышты жеңилдетүү үчүн операциялык интерфейсте адам-машина диалогу, каталарды компенсациялоо жана автоматтык сигнализация сыяктуу функциялар бар.
3.4.Жабдык иштетүүдөн мурун тешиктин абалын алдын ала көрүү жана кайра текшерүү функциясына ээ жана операция абдан ыңгайлуу.
3.5.Автоматтык майлоо
Станоктун тактыктагы сызыктуу багыттоочу рельс жуптары, тактык шар бурама жуптары жана башка жогорку тактыктагы кыймыл жуптары автоматтык майлоо системалары менен жабдылган.Автоматтык майлоочу насос басымдагы майды чыгарат, ал эми сандык майлоочу май камерасы майга кирет.Май камерасы майга толтурулгандан кийин, системанын басымы 1,4-1,75 Мпага чейин көтөрүлгөндө, системадагы басым өчүргүч жабылат, насос токтойт жана бир эле учурда түшүрүүчү клапан түшүрүлөт.Жолдогу майдын басымы 0,2Мпадан төмөн түшкөндө, сандык майлоочу майлоочу жерди толтура баштайт жана бир май толтурууну аяктайт.Сандык мунай инжекторун так май менен камсыз кылуу жана системанын басымын аныктоонун аркасында май берүү ишенимдүү болуп, ар бир кинематикалык жуптун бетинде май пленкасы болушун камсыз кылып, сүрүлүүнү жана эскирүүнү азайтат жана майдын бузулушун алдын алат. ашыкча ысып кеткен ички түзүлүш., станоктордун тактыгын жана иштөө мөөнөтүн камсыз кылуу.Жылдырма гид рельс жуптары менен салыштырганда, бул станокто колдонулган жылма сызыктуу багыттоочу рельс жуптары бир катар артыкчылыктарга ээ:
①Кыймылдын сезгичтиги жогору, жылма багыттоочу рельстин сүрүлүү коэффициенти кичинекей, болгону 0,0025~0,01, ал эми айдоо күчү абдан азаят, бул жөнөкөй техниканын 1/10 бөлүгүнө гана барабар.
② Динамикалык жана статикалык сүрүлүүнүн ортосундагы айырма өтө аз жана андан кийинки аткаруу эң сонун, башкача айтканда, айдоо сигналы менен механикалык иш-аракеттердин ортосундагы убакыт аралыгы өтө кыска, бул жооп ылдамдыгын жана сезгичтигин жакшыртууга шарт түзөт. сандык башкаруу системасы.
③Бул жогорку ылдамдыктагы сызыктуу кыймыл үчүн ылайыктуу жана анын бир заматта ылдамдыгы жылма багыттоочу рельстерге караганда болжол менен 10 эсе жогору.
④ Бул боштуксуз кыймылды ишке ашырып, механикалык системанын кыймылынын катуулугун жакшыртат.
⑤ Кесипкөй өндүрүүчүлөр тарабынан чыгарылган, ал жогорку тактыкка, жакшы универсалдуу жана оңой тейлөөгө ээ.

4. Машинаны колдонуу чөйрөсү:
Электр энергиясы: үч фазалуу AC380V ± 10%, 50Гц ± 1 Айлана-чөйрөнүн температурасы: 0 ° ~ 45 °

5. Негизгитехникалык параметрлери:
| Модел | BOSM6010 | |
| Даярдоочу бөлүгүнүн максималдуу өлчөмү | Узундугу × туурасы × бийиктиги (мм) | 6000×1000×1500 |
| Gantry максималдуу тоют | Туурасы (мм) | 1300 |
| жумушчу столдун өлчөмү | Узундук X Туурасы (мм) | 6000*1000 |
|
Горизонталдык кочкор типтеги бургулоочу баш күч башы бир эки
| Саны (2) | 2 |
| Шпиндель конус | BT50 | |
| Бургулоо диаметри (мм) | Φ2-Φ60 | |
| Тактоо диаметри (мм) | M3-M30 | |
| Шпинделдин ылдамдыгы (р/мин) | 30~6000 | |
| Серво шпиндель моторунун кубаттуулугу (кВт) | 37 | |
| Үстөлдүн ортосунан бир шпиндель мурундун алыстыгы (мм) | 150-650 | |
| Кош шпиндель мурунунун орто аралыктары (мм) | 300-1300 | |
| Бир кочкордун сол жана оң штрихи (мм) | 500 | |
| Кочкордун борбору менен үстөлдүн тегиздигинин ортосундагы аралык (мм) | 200-1700 | |
| Кочкордун өйдө жана ылдый соккусу (мм) | 1500 | |
| Кайталануучулук | 300мм*300мм | ±0,02 |
| Станоктун өлчөмдөрү | Узундугу × туурасы × бийиктиги (мм) | чиймелер боюнча |
| Жалпы салмагы (т) | (болжол менен) 36 | |
Жогорудагы параметрлер алдын ала долбоорлоо параметрлери болуп саналат.Иш жүзүндөгү дизайнда, сиздин компанияңыздын кайра иштетүү бөлүктөрүнүн талаптарына жооп берүү үчүн, бөлүктүн кайра иштетүү талаптарына жана станоктун дизайн талаптарына ылайык өзгөрүүлөр болушу мүмкүн.