






Кош шпиндель CNC токардык 208 сериясы






Продукт конфигурациясы
Introduction
TurretDesignPаткаруу
Интегралдык оң Y огу структурасы өтө катуу, оор жана интерполяциялык Y огуна караганда жакшыраак көрсөткүчкө ээ.
· Жылмакай жана жылмакай тегиздик контурду иштетүү
· Курама ийилген беттерди жана контурларды иштетүү оңой
"Интерполяция Y" менен салыштырганда, "оң Y" учак фрезерлөөдө айкын артыкчылыктарга ээ. "Оң Y" Y огу кыймылы X огуна перпендикуляр жана бир огу кыймылы болуп саналат. "Интерполяция Y" Y огу кыймылы X огу менен Y огунун бир убакта кыймылы аркылуу түз сызыкты интерполяциялоо болуп саналат. Фрезердик тегиздиктин тегиздиги үчүн "оң Y" менен салыштырганда, "оң Y" огу менен иштетүү ачык жана жылмакай.
ТүзDсүзүүSсинхрондууEэлектрдикSпиндл
Жогорку катуулук, жогорку момент, жогорку натыйжалуулук, жакшы бүтүрүү, дагы так индекстөө.
Бардык негизги машина тетиктери чоюн HT300 абдан күчтүү шок жутуу кубаттуулугу менен жасалган.
Түз башкарылуучу электр шпинделдери бар станоктордун өзгөчөлүктөрү
●Магниттик шакекченин кошумча коддору (синус жана косинус) жайгаштыруу тактыгы: 20 жаа секундасы,
C огу индекстөө тактыгы: 40 жаа секунд
●Fast баштоо-токтотуу жооп ылдамдыгы, станок убактысын үнөмдөө жана натыйжалуу өндүрүштүк кубаттуулугу жакшыртуу
●Кичинекей кесүү жүгү, энергияны үнөмдөө жана энергияны үнөмдөө, станокту жакшыраак коргоо жана кызмат мөөнөтүн узартуу
●Шпиндельдин термелүүсүн эффективдүү түрдө жок кылыңыз, жакшы тең салмактуулук эффектисин, жакшы финишке ээ болуп, даярдалган тетиктердин үстүн жакшыртыңыз
(Жаргылдануунун ордуна айландыруунун артыкчылыктары, катуу айландыруу көрүнүшү, бетинин тегиздиги Ra 0,2μm)
· Шпинделдин кыймылдаткычы термикалык жылышуунун таасирин басуу жана шпинделдин туруктуу температурада иштөөсүн камсыз кылуу үчүн муздатуу системасы менен жабдылган.
(Мурундун аягы 0,002 мм чегинде, бул дагы туруктуу тактыкты камсыз кылат)
· Арткы орнотулган түздөн-түз жетектөөчү синхрондуу шпиндель, ыңгайлуу орнотуу жана тейлөө
· A2-5: 7016AC-алдынкы эки арткы эки
· A2-6: алдыңкы NN3020+100BAR10S, арткы NN3018
A2-8: алдыңкы NN3024+BT022B*2, арткы NN3022
оор-DutyCастIронBасеAnd Cкаршылаштары
Бардык куюулар бурмалоону азайтуу жана шок жутуу жөндөмдүүлүгүн азайтуу үчүн чектүү элементтер анализин (FEA) колдонуу менен оптималдаштырылган. Токарлык станоктордун негизги серияларынын куймалары катуулугун жана термикалык туруктуулугун жогорулатуу үчүн кабыргалар менен бекемделген. Компакттуу жана симметриялуу баш бак жана куйма куймалары катуулукту дагы жакшыртат жана позициялоонун жогорку тактыгын жана кайталанмалыгын камсыз кылат.
Техникалык мүнөздөмөлөр
| пункт | аты | бирдиги | 208MS | 208MSY |
| Саякат | Макс. керебеттин айлануу диаметри | mm | Φ680 | Φ700 |
| Макс. иштетүү диаметри | mm | Φ370 | Φ300 | |
| Макс. аспап кармагычтагы айлануу диаметри | mm | Φ300 | Φ300 | |
| Макс. иштетүү узундугу | mm | 420 | 400 | |
| Эки борбордун ортосундагы аралык | mm | - | - | |
| Sпиндл Цилиндр Чак | Spindle мурун | АША | A2-6 | A2-6 |
| Гидроцилиндр/патрон | дюйм | 8'' | 8'' | |
| тешик диаметри аркылуу шпиндель | mm | Φ79/66 | Φ79/66 | |
| Макс. тешик диаметри аркылуу таяк | mm | Φ65/52 | Φ65/52 | |
| Шпиндел Макс. ылдамдык | rpm | 4300 | 4300 | |
| Шпиндель моторунун күчү | kw | 18/22 | 18/22 | |
| Шпиндель моторунун моменти | Nm | 91-227 | 91-227 | |
| Суб-Sпиндл Цилиндр Чак | Суб-Spindle мурун | АША | A2-5 | A2-5 |
| Суб-Гидроцилиндр/патрон | дюйм | 6” | 6” | |
| Суб-тешик диаметри аркылуу шпиндель | mm | Φ56 | Φ56 | |
| Суб-Макс. тешик диаметри аркылуу таяк | mm | Φ46 | Φ46 | |
| Суб-Шпиндел Макс. ылдамдык | rpm | 5500 | 5500 | |
| Суб-Шпиндель моторунун күчү | kw | 17.5 | 17.5 | |
| X/ZN/SAxisFeedPараметрлер | X мотор күчү | kw | 2.5 | 2.5 |
| Y мотор күчү | kw | - | 1.2 | |
| Z мотор күчү | kw | 2.5 | 2.5 | |
| Sмотор күчү | Kw | 1.2 | 1.2 | |
| Xогу саякат | mm | 236 | 204 | |
| Yогу саякат | mm | - | 100±50 | |
| Zогу саякат | mm | 510 | 492 | |
| X/Z огу темир жол спецификациялары | спец | 35 ролик | 35 ролик | |
| Y огу темир жол спецификациялары | спец | 25 ролик | 25 ролик | |
| S огу кыймылы | mm | 600 | 600 | |
| Xогу тез кыймыл | Ммм/мүн | 20 | 20 | |
| Zогу тез кыймыл | Ммм/мүн | 20 | 20 | |
| Yогу тез кыймыл | Ммм/мүн | - | 8 | |
| Sогу тез кыймыл | Ммм/мүн | 24 | 24 | |
| Серво күчү TurretPараметрлер | Күч мунарасынын түрү | / | BMT55 | BMT55 |
| Аспап станциясы | / | 12T | 12T | |
| М мотор күчү | kw | 5.5 | 5.5 | |
| М огу мотор моменти | Nm | 35 | 35 | |
| Кубаттуу баш макс. ылдамдык | rpm | 6000 | 6000 | |
| Сырткы диаметри аспап кармоочунун мүнөздөмөлөрү | mm | 25*25 | 25*25 | |
| Ички диаметри аспап кармоочунун мүнөздөмөлөрү | mm | Φ40 | Φ40 | |
| Кошуна курал өзгөртүү убактысы | сек | 0.15 | 0.15 | |
| Позициялоо тактыгы | / | ±2" | ±2" | |
| Жайгашуу тактыгын кайталаңыз | / | ±1" | ±1" | |
| TailstockPараметрлер | Программалануучу гидравликалык куйрук | / | - | - |
| Tailstock Max. саякат | mm | - |
| |
| Жеңдин диаметри | mm | - |
| |
| Жеңил саякат | mm | - |
| |
| Жең конус | / | - |
| |
| Өлчөмдөр | Жалпы өлчөмдөрү | m | 2800*2100*1800 | 2700*2400*2000 |
| Машинанын салмагы болжол менен. | kg | 5900 | 5300 | |
| Башка | Кесүүчү суюктуктун көлөмү | L | 150 | 150 |
| Муздатуу суу насосунун күчү | kw | 0,75 | 0,75 | |
| Гидроагрегат кутусунун көлөмү | L | 40 | 40 | |
| Гидравликалык май насосунун моторунун кубаттуулугу | kw | 1.5 | 1.5 | |
| Майлоочу май резервуарынын көлөмү | L | 2 | 2 | |
| Автоматтык майлоочу насостун мотор кубаттуулугу | kw | 50 | 50 |
Конфигурацияга киришүү
ЖеңилирээкTo Use And MрудаPукмуштуу
●Толугу менен өркүндөтүлгөн дизайн
●i HMI менен жабдылган
●FANUCтин эң акыркы CNC жана серво технологиясы менен жабдылган
●Жекелештирилген функциялар менен стандартташтырылган
●Кеңейтилген эс тутум сыйымдуулугу
ЖеңилOf Use
Профилактикалык тейлөө аркылуу машинанын күтүлбөгөн жерден токтоп калуусунун алдын алыңыз
●Rich каталарды алдын ала айтуу функциялары
Кемчиликтин ордун оңой таап, калыбына келтирүү убактысын кыскартыңыз
●Диагностика/тейлөө функциялары
Жогорку иштетүү көрсөткүчтөрү
КыскартылганCycleTиме
●Жогорку натыйжалуу иштетүү технологиясы
Жогорку сапаттагы кайра иштетүүгө жетишүү
Беттик майда иштетүү технологиясы
●Диагностика/текшерүү функциясы
ЖогоркуOоперацияRжеди
Ар дайым кайра иштетүү сайтында ар кандай операцияларды колдоо
●FANUC
ЖекелештирилгенScreenIs EжеңилирээкTo Use
●Стандартташтырылган жекелештирилген функция
IoT тармагындагы демилгелер
●Сайттагы тармактардын кеңири спектрин колдоо

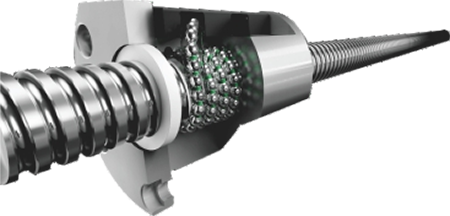
THKBбаарыSэкипаж
· C3 классы, жогорку тактыктагы шарик бураманы колдонуу менен, гайканы алдын ала жүктөө жана бурмалоону алдын ала чыңдоочу дарылоо менен, арткы жана температуранын жогорулашын алдын ала жок кылуу үчүн, мыкты жайгашуу жана кайталануу тактыгын көрсөтөт.
· Серво мотору түздөн-түз дисктин катасын азайтуу үчүн.
THKRаллерLжакынGuide
·P класстын ультра жогорку катуулугу SRG тактык классы, сызыктуу жетектөөчү нөл клиренси, жаа кесүү, конус кесүү, беттик текстура салыштырмалуу бирдей. Жогорку ылдамдыкта иштөөгө ылайыктуу, станоктор үчүн талап кылынган айдоо аттын күчүн бир топ кыскартат.
· Жылдыруунун ордуна Rolling, кичинекей сүрүлүү жоготуу, сезгич жооп, жогорку жайгаштыруу тактыгы. Ал ошол эле учурда кыймылдуу багытта жүгүн көтөрө алат, ал эми тректин контакт бети дагы эле жүк учурунда көп чекиттүү байланышта болот жана кесүү катуулугу азайбайт.
·Оңой чогултуу, күчтүү алмашуу жана майлоочу жөнөкөй түзүлүш; эскирүү суммасы өтө аз жана кызмат мөөнөтү узак.

SKFBкулакка/OilingMоору
·Automatic lubricator ар кандай иш шарттарына ылайыктуу, ишенимдүү буюмдар, ийкемдүү пайдалануу үчүн ар кандай колдонмолордун муктаждыктарын канааттандырат.
· Жогорку температурада, күчтүү титирөөдө жана коркунучтуу чөйрөдө подшипник майлоо муктаждыктарын канааттандыруу.
Ар бир майлоочу пункт майлоо көлөмүн көзөмөлдөө үчүн көлөмдүү пропорционалдуу бөлүштүргүчтү колдонот, ал эми машинаны май менен так камсыз кылуу үчүн PLC тарабынан башкарылышы мүмкүн.







